
TLDR
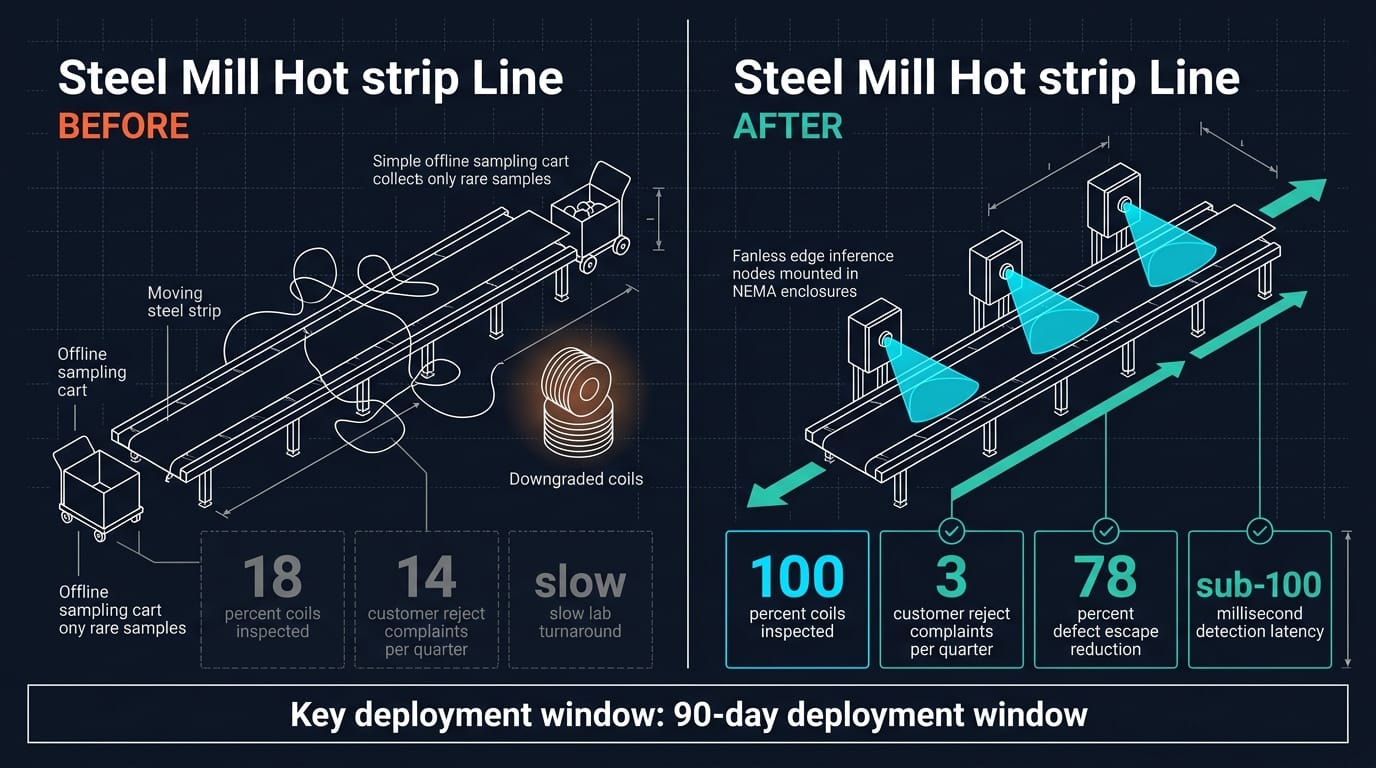
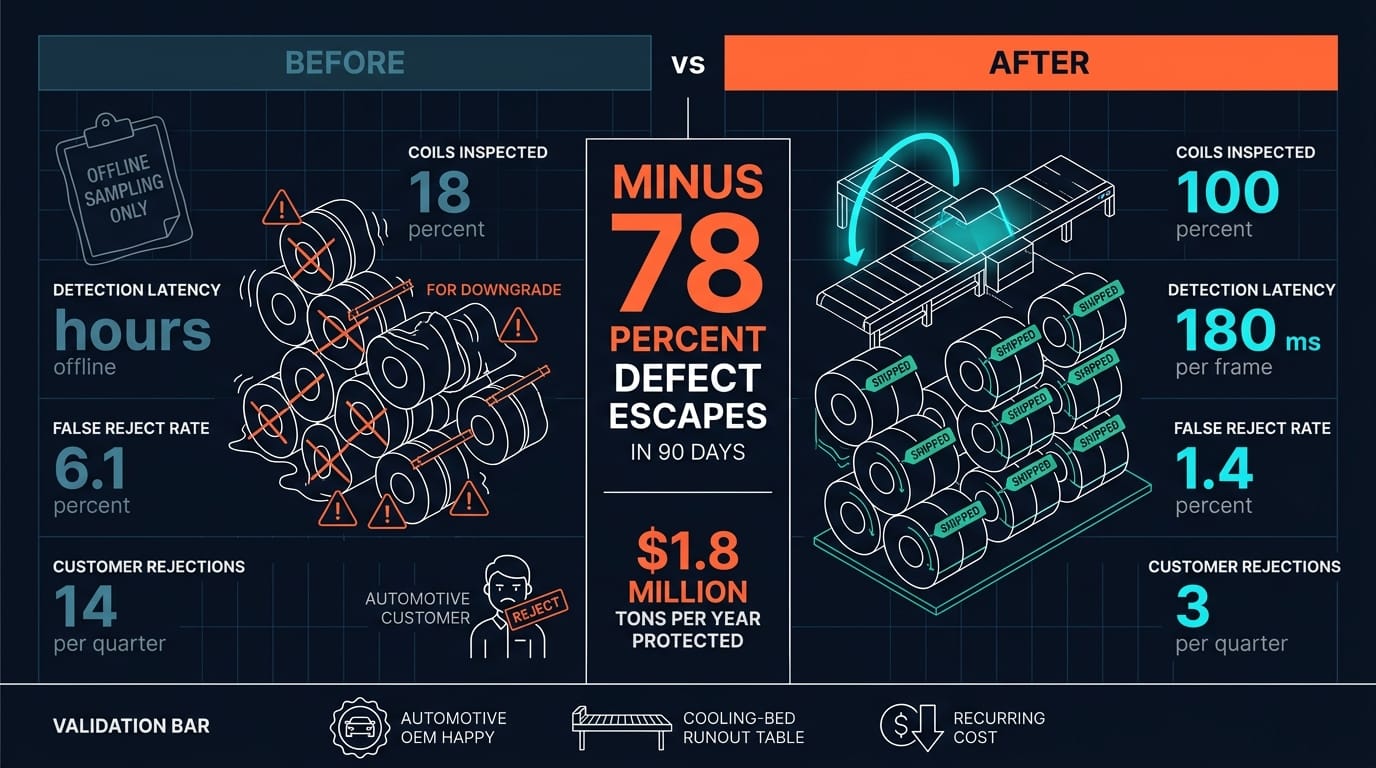
A flat-products steel producer running a 1,650 mm hot strip mill kept missing surface defects that surfaced only after the customer cold-rolled the coil. Inline laser-scanner vendors quoted six-figure recurring software fees and still relied on offsite servers. The mill replaced two rack servers with three Nuvo-10208GC edge AI computers running multi-camera GPU vision on the cooling-bed runout table. Defect escape rate dropped 78% in 90 days. Coil rejection complaints from automotive customers fell from 14 to 3 per quarter.
Overview
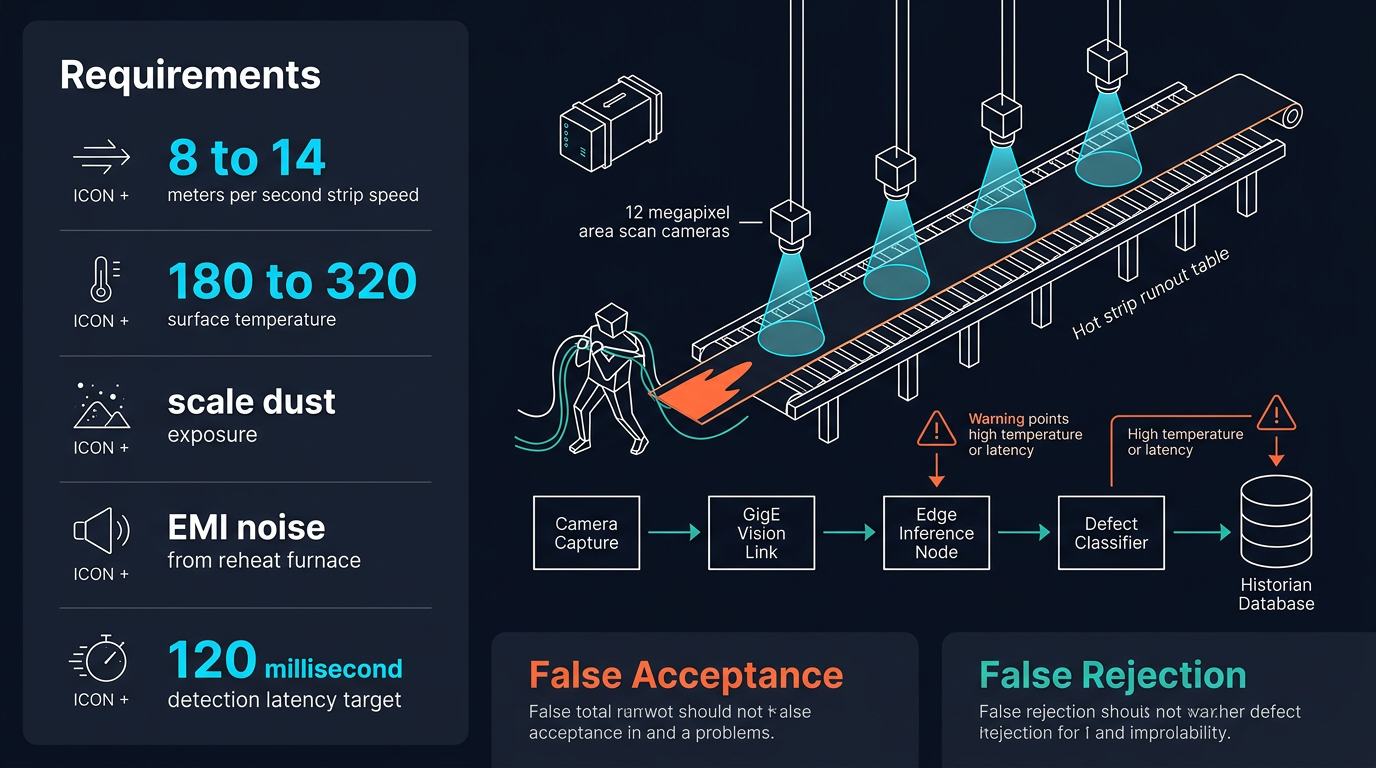
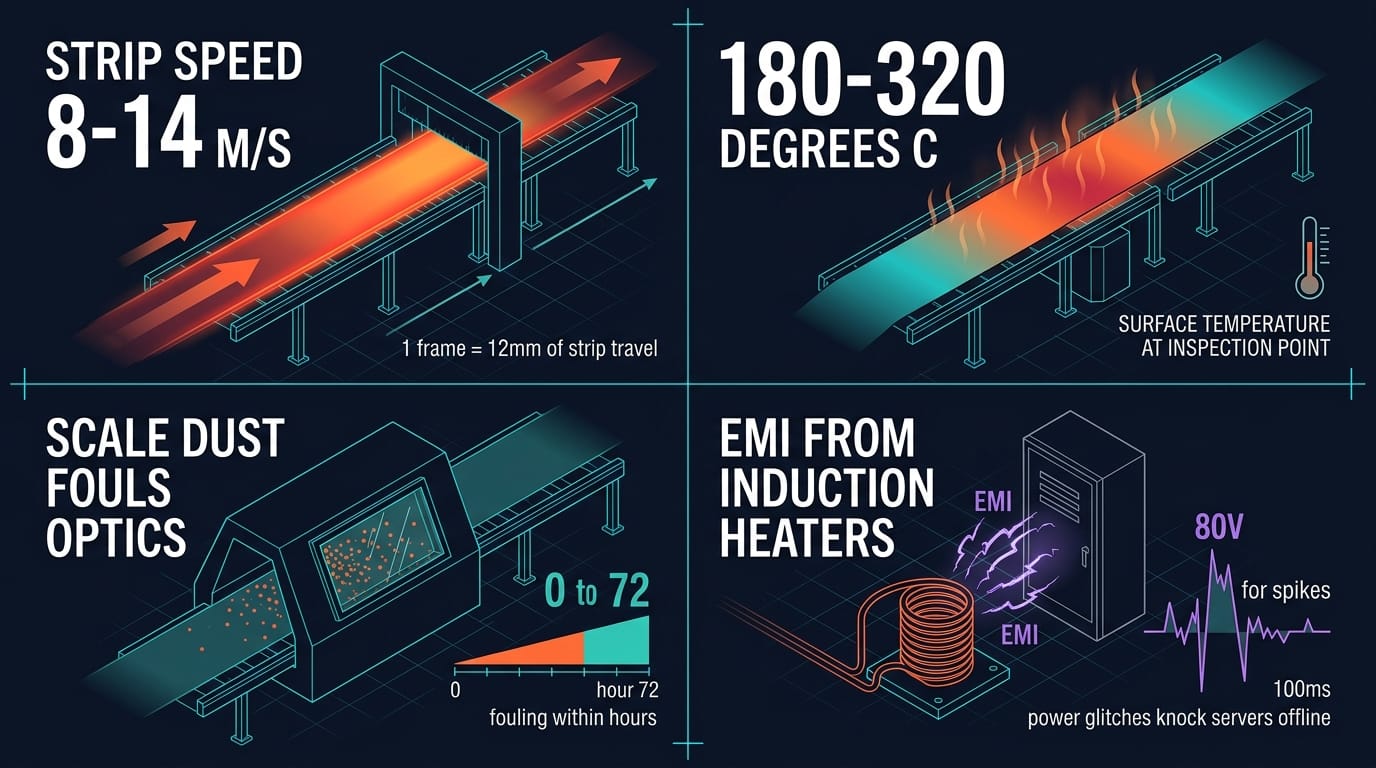
Hot strip mill (HSM) surface inspection is a brutal vision problem. The strip moves at 8 to 14 m/s, surface temperature at the inspection point sits between 180 °C and 320 °C, scale dust coats every optical surface within hours, and EMI from nearby induction heaters wrecks anything that is not properly shielded. Most plants run no inline inspection at all. They ship coils on the assumption that random offline sampling will catch trends, and it usually does not.
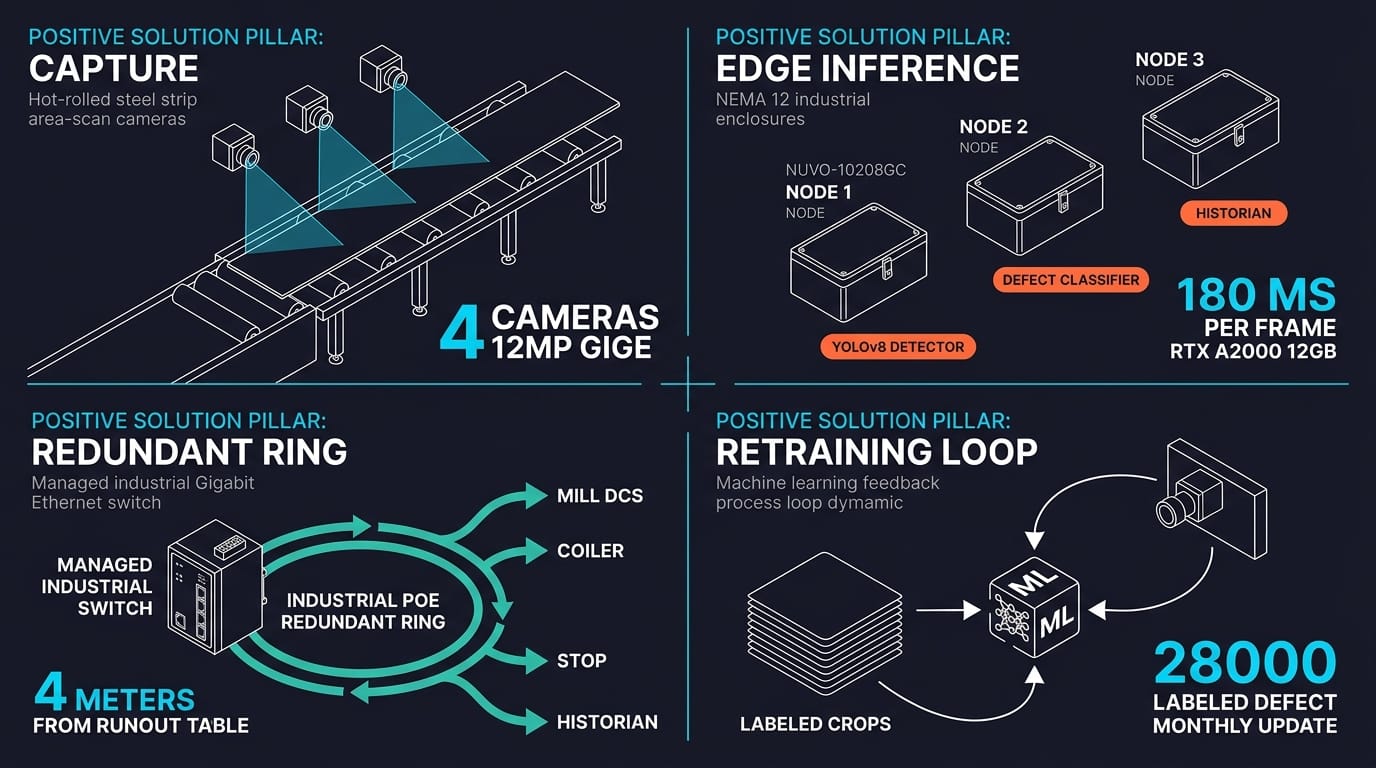
This case study covers a Midwest US carbon-steel mill that produces 1.8 million tons per year of automotive-grade and appliance-grade flat product. The plant integrated four 12-megapixel area-scan cameras across the runout table, fed into three Nuvo-10208GC systems with NVIDIA RTX A2000 GPUs. The model stack is a YOLOv8-based detector retrained on 28,000 in-house labeled defect crops, plus a downstream classifier for defect type and severity.
Engineering background draws on our Machine Vision System Design Guide, our Intel vs AMD vs Jetson platform comparison, and the earlier Nuvo-10208GC pharmaceutical vial inspection deployment, which used a similar multi-angle inference topology.
Challenge
The mill ran two failure modes in parallel. False acceptance (defective coils shipped) and false rejection (good coils downgraded). Both cost real money. The customer-side rejections were the bigger problem because the plant's largest auto OEM customer was threatening to recertify a second-source mill.
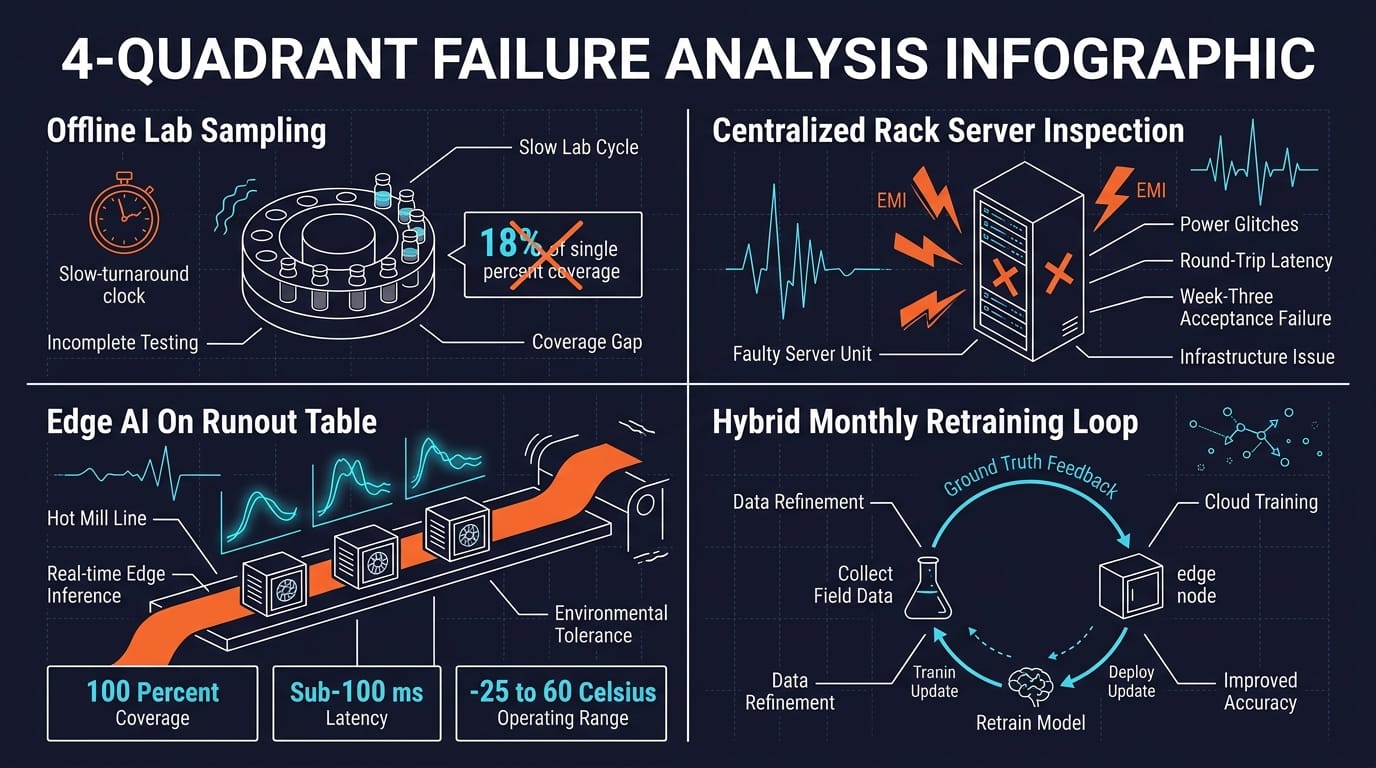
The plant evaluated three architectures before choosing edge AI on the runout table.
| Architecture | Latency | Defect coverage | EMI tolerance | Annual cost |
|---|---|---|---|---|
| Existing: offline sampling only | hours | 18% of coils inspected | n/a | $0 (sunk cost) |
| Vendor A: rack server + GigE cameras + cloud model | 4.2 s end-to-end | full coverage | poor (servers in MCC room) | $410k |
| Vendor B: linescan + proprietary FPGA | 0.6 s | limited classes | good | $640k + $180k/yr software |
| Edge AI: Nuvo-10208GC at the cage | 180 ms | full coverage | excellent | $98k one-time |
The rack-server approach failed acceptance testing in week three. Power glitches from a nearby reheat furnace knocked the servers offline twice in 11 days. The round trip to the cloud model added latency that pushed defect-to-stop-signal past the point where the coiler could react.
Solution
The plant deployed three Nuvo-10208GC units. Two sit in NEMA 12 enclosures 4 meters from the runout table, each handling two GigE Vision cameras. The third runs the classifier and the historian writer. All three connect to the mill DCS over an industrial PoE managed switch (PLANET IGS-624HPT) on a redundant ring.
Hardware choices that mattered:
| Component | Spec | Why it mattered |
|---|---|---|
| Nuvo-10208GC | Intel 13th-gen, RTX A2000 12GB, -25 to 60 °C | GPU on the same chassis as capture, no PCIe extender |
| MIL-STD-810G shock & vibration | 5 Grms operating | Mill floor vibration is 1.4 Grms continuous |
| Ignition power (8–48 VDC) | wide-range DC | Furnace ride-through up to 250 ms sag |
| 6x GigE LAN, 4 with PoE | onboard | One chassis per camera pair, no extra PoE injector |
| MIL-grade conformal coating | optional add | Scale dust is conductive when humid |
Inference performance on the trained model:
| Metric | Before (offline) | After (Nuvo-10208GC) |
|---|---|---|
| Coils inspected | 18% | 100% |
| Detection latency | n/a (offline) | 180 ms per frame |
| False reject rate | 6.1% (sampled) | 1.4% |
| Defect escape rate | baseline | -78% |
| Customer reject complaints | 14 / quarter | 3 / quarter |
| Unplanned mill stops from inspection | 0 | 0 |
The plant kept the existing offline lab as a ground-truth sampler. It now feeds monthly model retraining instead of ship-or-hold decisions on every coil.
Related Products




Conclusion
Steel mill inspection comes down to two questions. Can you see the defect before the coil leaves the line, and will the hardware survive scale dust and EMI for more than a quarter without a service call. Putting the GPU on the camera side of the network solved the first. Neousys' rugged chassis and wide-range DC input solved the second. Model retraining is the long tail, and the in-house labeling team owns that now. The plant is adding two more cameras at the pickle line entry, again on Nuvo-10208GC chassis, to push the inspection point further upstream.
Follow Neteon on LinkedIn for more deep dives like this one, reach us at [email protected], or visit www.neteon.net for datasheets and to scope a steel mill vision pilot.
FAQs
Why deploy edge AI instead of a centralized rack server for hot strip mill inspection?
Two reasons. Power glitches from reheat furnaces and induction heaters take rack servers offline. And the round trip to a remote inference server adds enough latency that the coiler reacts after the defect has already passed. The Nuvo-10208GC keeps the GPU on the camera side of the network with wide-range DC ignition input, so it rides through power sags and runs inference in 180 ms per frame.
What surface defects can a multi-camera GPU vision system detect on a hot strip mill?
A YOLOv8-class detector trained on mill-specific imagery picks up scale pits, slivers, edge cracks, scratches from the runout table, and rolled-in scale. Severity and class are passed to a downstream classifier, then logged to the historian alongside the coil ID for cold-mill traceability.
How does the Nuvo-10208GC survive the EMI environment near a hot strip mill?
It uses ignition-grade wide-range DC input (8 to 48 VDC), an MIL-STD-810G shock and vibration rating, and shielded GigE LAN ports. The chassis is fanless, which removes a major dust ingress path. Plants add optional conformal coating because scale dust becomes conductive under humid summer conditions.
Can the same architecture work for cold rolling and pickle line inspection?
Yes. The cooling and lower temperatures actually make camera selection easier and let you push frame rates higher. The same Nuvo-10208GC chassis and PoE switch ring can be redeployed upstream. The model needs retraining on cold-line defect classes because emissivity and surface texture differ from the hot strip mill.
What was the payback period on the Nuvo-10208GC steel mill deployment?
The plant cited a 7-month payback driven primarily by a drop from 14 to 3 customer reject complaints per quarter at one auto OEM, plus reduced offline lab cycle time. Hardware spend was around $98k for three chassis and the camera and network gear, against vendor proposals that ranged from $410k to $820k over three years.




